Круг лепестковый торцевой (КЛТ). С ним знакомы почти все, кто хоть иногда держит в руках болгарку (УШМ). Круг успешно применяется в задачах по ремонту, в небольших мастерских и, конечно, на большинстве производств, связанных с металлообработкой.
Почему используют КЛТ?
В сравнении с жестким зачистным кругом, КЛТ практически не производит шума и не имеет вибраций. При этом обеспечивает высокий уровень съема металла и хорошее качество поверхности.






















Диаметр круга.
Первое, на что следует обратить внимание при выборе КЛТ - это диаметр. Диаметр выбирают исходя из характеристик УШМ на которой вы будете данный круг применять.
Вторая размерная характеристика это посадочное отверстие. Но оно стандартизировано для всех УШМ, используемых в России и имеет размер 22.23 мм. (встречаются редкие экземпляры инструмента с другой посадкой, но они слишком редки, чтобы уделять этому внимание).
Существующие диаметры КЛТ на рынке:
- 115 мм - самые маленькие КЛТ из представленных сегодня (КЛТ с креплением Ролок 50 и 75 мм не рассматриваем). Применяются на УШМ 115 мм, которые очень компактные и легкие. За счет этого такие КЛТ используются там где необходимо работать в стесненных условиях, или требуется работать одной рукой. Зачастую такие УШМ и КЛТ применяются в авторемонтных мастерских, но в промышленности не получили большого распространения, так как уступают в производительности и ресурсе КЛТ 125 мм.
- 125 мм - самый распространенный и востребованный размер лепесткового круга. УШМ 125 получила большое распространение благодаря своим характеристикам - это отличный баланс между габаритами и производительностью. Поэтому и круг лепестковый с таким диаметром прекрасно дополняет такую машинку. Ей удобно работать в стесненных условиях, она не тяжелая (в сравнении с большими моделями), у нее высокая мощность (до 1900 Ватт) которая может обеспечить высокую производительность КЛТ.
- 150 мм - непопулярный диаметр КЛТ. Сложно сказать в чем основная причина отсутствия интереса к этому диаметру. Вероятнее всего, потому что таких УШМ очень мало на производствах. Часто производители металлоизделий предпочитают пользоваться УШМ 125 мм и 230 мм, чтобы выполнять самые разные задачи. Круги диаметром 150 мм имеют высокую производительность за счет диаметра, но из-за тех же размеров им не слишком удобно работать одной рукой или делать деликатную обработку. Поэтому сегодня у многих производителей абразивных материалов КЛТ диаметром 150 мм вообще отсутствуют в линейке продуктов.
- 180 мм - большие и самые производительные из всех КЛТ. Благодаря большому диаметру круга и большой мощности используемой УШМ такие лепестковые круги можно сравнить по производительности с жесткими зачистными кругами. Такие круги используются на производствах больших металлоконструкций. Изготавливаются в зернах Р40, Р60, Р80.
Форма круга.
КЛТ производится в двух формах: конусной и плоской.Обе эти формы имеют свои преимущества и недостатки. Стоит учитывать это, при выборе инструмента для решения своей задачи.
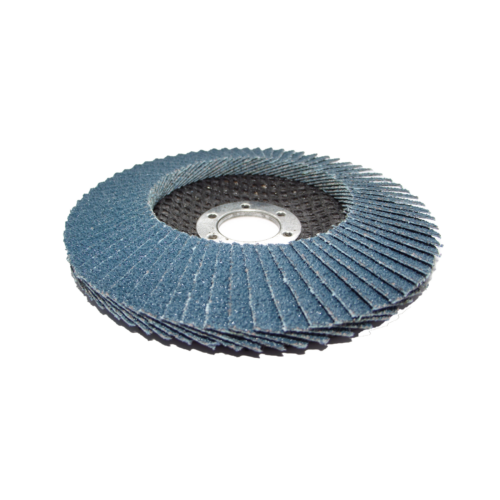
Плоская форма - удобна для работы с плоскими деталями, внешними швами на прямолинейных поверхностях. За счет плоской формы, такие круги имеют большее пятно контакта, и следовательно ими ниже вероятность сделать “зарезы” на поверхности, то есть вы не изменяете геометрию изделия. Эта же характеристика может выступать и минусом: из-за большего пятна контакта такой круг менее агрессивен чем его конусный аналог. Важно учесть это при выборе круга.
Конусная форма - более универсальна, удобна для обработки криволинейных и изогнутых поверхностей. Поэтому конусная форма КЛТ больше распространена, как более универсальная. Особенно успешно применяется в производстве емкостей. Большая производительность конусных КЛТ позволяет справляться с самыми сложными и тяжелыми задачами по металлообработке, зачищать самые крупные сварные швы. Также зачастую конусными КЛТ удобнее работать, так как при работе УШМ мы всегда стараемся держать угол 10-15 градусов к обрабатываемой поверхности, а конусный КЛТ уже имеет этот угол. Помимо этого, при работе конусным КЛТ шпиндель УШМ не будет вам мешать (или будет мешать меньше) при обработке, чего не скажешь про плоскую конфигурацию, где вы будете инстинктивно стремиться работать плоскостью круга и шпиндель будет упираться в деталь.
Материал круга, зернистость круга.
Имеется ввиду материал абразивного зерна и его размер. Эти материалы представлены в порядке возрастания производительности, надежности и соответственно, цены. Здесь все так же просто - вы выбираете материал в зависимости от задачи, от обрабатываемого материала. В кругах лепестковых чаще всего используются три материала:
1. Оксид алюминия (чаще всего коричневого цвета) - самый недорогой и простой абразив. Используется повсеместно из-за низкой цены. Чаще всего в розничной продаже представлены КЛТ именно из Оксида алюминия. Применяются для обработки цветных металлов, алюминия, потому что они все равно быстро “засаливаются” и нет смысла тратиться на дорогие круги. Обработка черной стали тоже популярная задача для этих кругов, хотя серьезные производители металлоизделий используют материалы более продвинутого уровня. Изготавливаются в зернистости Р40, 60, 80 и 120.
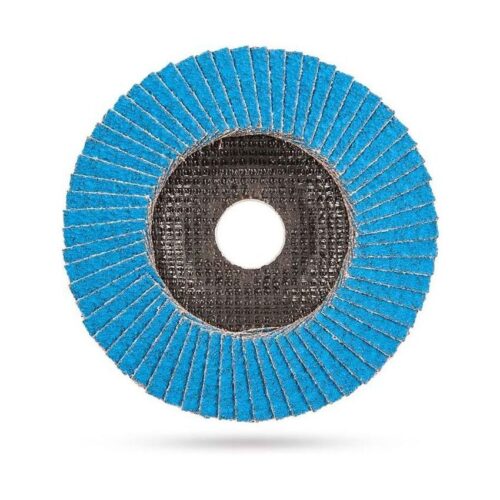
2. Цирконат алюминия (чаще всего синего цвета, реже зеленого) - самый распространенный материал для КЛТ среди предприятий работающих с металлоизделиями. Абразивный материал ZK сочетает в себе высокую производительность при работе с конструкционными и легированными сталями, большую долговечность наряду с умеренной ценой. Также успешно применяется для обработки нержавеющих сталей, так как не вызывает дальнейшей коррозии зон обработки. Изготавливаются в зернистости Р40, 60, 80 и 120.
3. Керамическое зерно (чаще всего красного цвета и его темные оттенки) - самый производительный и дорогой материал для изготовления КЛТ. Керамику используют для самых сложных и тяжелых задач, где другие круги не справятся, а также клиенты которые больше всего ценят свое время и качество выпускаемой продукции. Лучше всего такие КЛТ работают с нержавеющими, жаропрочными и другими легированными сталями, где требуется получать меньше прижогов и максимально быстро обрабатывать металл. Изготавливаются в зернистостях Р40, 60 и 80, значительно реже Р120.
Помимо абразивного зерна, важно чтобы в КЛТ использовалась правильная основа и связывающий материал.
Встречаются две основные проблемы при работе с КЛТ:
- Абразивное зерно с лепестков уже выкрошилось, и остается “голая ткань” без абразива, которая не может шлифовать сама, и не дает шлифовать абразиву, который находится под ней. То есть основа слишком плотная.
- Основа, на которой находится абразивное зерно истирается раньше чем сработается минерал. То есть основа недостаточно прочная, слишком хрупкая.
В идеале абразивное зерно и его подложка должны работать одновременно, и когда отрабатывает зерно, истирается и основа, освобождая новые лепестки с абразивным зерном. То есть основа должна иметь характеристики, соответствующие используемому зерну и связке, а так же решаемой вами задаче.
Если у вас происходит одна из двух указанных выше проблем, то либо вы неверно (не по назначению) используете круг, либо ваш круг низкого качества.
Выбор размера абразивного зерна зависит в первую очередь от задачи, которую вы будете выполнять кругом. Большая часть КЛТ производится в зернистостях Р40, 60, 80 и 120. КЛТ с более мелкой зернистостью встречаются редко и изготавливаются из оксида алюминия, поэтому их эффективность очень низка.
Итак, какие задачи можно выполнять лепестковым кругом?
1. Зачистка сварного шва.
Одна из самых популярных задач для КЛТ. Правильно выбрав круг вы можете зачистить сварной шов в ноль и получить требуемый уровень качества поверхности на любом металле. В отличие от жесткого зачистного круга, лепестковый круг мягче в работе и позволяет выполнять более деликатно даже самую грубую работу.
2. Удаление наплывов после лазерной резки.
Всегда после лазерной резки на кромках металла остаются наплывы металла, которые необходимо удалить для дальнейшей работы с изделием. Делать это жесткими зачистными кругами эффективно, но качество поверхности в таком случае оставляет желать лучшего.
3. Обработка заусенцев после резки металла.
Заусенцы после резки металла абразивными кругами или другим способом это также дефект, который требует последующей обработки и является регулярной задачей на любом производстве. С помощью КЛТ конусной формы диаметром 115 и 125 мм вы сможете вести обработку заусенцев на любой конфигурации изделий, при этом получая аккуратную кромку для дальней сварки или монтажа.
4. Удаление окалины и ржавчины с поверхности металла.
Зачастую, когда нет возможности обработать поверхность с помощью пескоструйной или дробеструйной обработки, производителям металлоизделий приходится прибегать к механической обработке. Работа металлическими щетками или специальными кругами СD не всегда дает нужный результат, так как требуется исключительная агрессивность от применяемого материала.
Можно воспользоваться для такой работы жестким зачистным кругом, но он имеет малую площадь контакта и не позволит быстро обрабатывать детали.
Важно понимать, что при работе с большой окалиной или ржавчиной КЛТ будут “засаливаться” и следует правильно подбирать размер зерна.
5. Подготовка кромок под сварку, снятие фаски.
Подготовка кромок под сварку - это ежедневная задача на любом производстве металлоизделий. Эта задача лучше всего выполняется специальными машинами фаскоснимателями. Но зачастую, когда речь идет о небольшой толщине (до 5-6 мм) металла и непрямолинейной конфигурации изделия, то фаску снимают с помощью УШМ и зачистных кругов разного типа. КЛТ позволяет проводить такую обработку быстро, комфортно и добираться до угловых стыков, благодаря лепесткам выступающим за пределы опорной тарелки. Такая фаска получается аккуратной и равномерной.
Нестандартные КЛТ.
Иногда встречаются необычные КЛТ, имеющие особенности, которые позволяют решить ту или иную задачу.
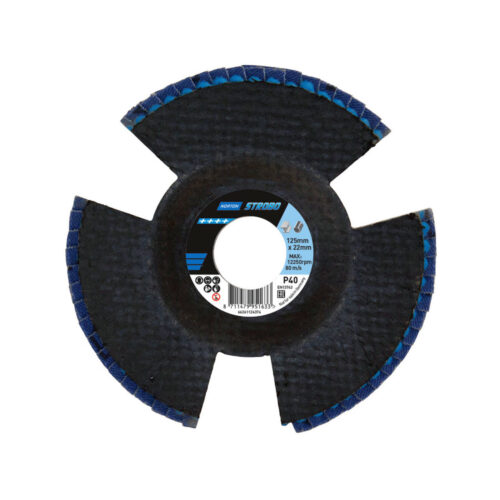
Например КЛТ с прорезями для визуального контроля. Во время работы таким кругом, сквозь него видно зону обработки. Такая форма удобна, но не прощает сильного давления, нужно быть аккуратнее. Правда сейчас более востребованы жесткие круги с визуальным контролем.
КЛТ с загнутыми лепестками, для работы в углах. Позволяет выполнять зачистку непосредственно торцом круга.
Комбинированные КЛТ. В таких КЛТ лепестки абразивного материала чередуются с лепестками из нетканного абразивного материала. Идеальны для обработки нержавеющих сталей. Встречаются также КЛТ, когда сочетаются лепестки из Керамики и Цирконата.
Все эти КЛТ имеют свой спектр применения, и позволяют качественно решить узкий спектр задач. Теперь вы видите сами, что КЛТ бывают по форме, по размеру, и по производственным возможностям.
Как выбрать КЛТ для своей задачи.
Чтобы правильно выбрать КЛТ вам нужно знать следующее:
1) Какой материал вы будете обрабатывать.
2) Какую задачу вы будете выполнять.
3) Какой инструмент (УШМ) у вас есть.
Правильно ответив на эти три вопроса, вы сможете выбрать круг лепестковый торцевой оптимально решающий вашу задачу.